Si te perdiste los otros artículos de la serie de cuatro, estos son los enlaces:
* Capítulo I: La impresión 3D y sus tecnologías
* Capítulo II: Servicios de impresión 3D online
Ya sabemos que existen una gran variedad de tecnologías de impresión 3D. Pero para el usuario final, debido al alto coste de muchas de ellas, nos vemos prácticamente restringidos al uso de fabricación por filamento fundido (FFF), con adición de capas de filamento termoplástico fundido. Si bien otras tecnologías como el estereolitografía (SLA) o técnicas de impresión tridimensional con yeso (3DP) son cada vez más asequibles, la diferencia de precio entre este tipo de impresoras y las FFF es abismal.
Cabe destacar que algunos prototipos muy recientes de SLA y similares, utilizando diferentes tipos de polímeros fotorreactivos, podrían cambiar esta tendencia al uso casi exclusivo de FFF y termoplásticos por parte de las impresoras para consumidores finales. Pero a día de hoy, las FFF son las más asequibles, documentadas y extendidas, por lo que nos centraremos en ellas.
Teniendo en cuenta esto, en la actualidad, la variedad de modelos de impresoras 3D FFF es enorme. Esto se debe recientemente a la popularidad de las campañas de crowdsourcing, que permite que los desarrolladores puedan financiar más fácilmente sus propios modelos. Pero sobre todo es gracias al proyecto open source RepRap, que ha hecho posible la consumerización de la impresión 3D, volviéndola más asequible, y que parte de la idea de desarrollar una impresora 3D que sea autorreplicable, es decir, que una impresora 3D estuviera hecha de forma que pudiera imprimir otra impresora 3D o parte de ella.
A partir de este proyecto, la cantidad y variedad de diseños para la impresión 3D que han surgido es asombrosa, encontrándonos desde algunos que básicamente mantienen el principio de funcionamiento del original, introduciéndole modificaciones relativamente pequeñas, hasta otros que se han modificado enormemente.
Para hacernos una idea, podemos encontrarnos en este esquema diferentes variedades en cuanto a la estructura, el extrusor y sistema de alimentación del filamento, el cabezal, el tipo de movimiento en los ejes cartesianos e incluso el uso de otros sistemas de referencia, como polares o delta. De hecho, las variaciones pueden ser tan extremas como en el caso de CandyFab, en la que cambia la propia tecnología de impresión, ya que utiliza azúcar que va fundiendo. Combina de esta forma características de los sistemas FFF y 3DP
Aunque estas impresoras de características especiales son muy interesantes, y en muchos casos introducen muchas mejoras para usos concretos, vamos a centrarnos en los sistemas más “tradicionales”a fin de dar una visión general, pero a la vez práctica y que permita conocer más a fondo el uso de las impresoras 3D más extendidas. Por ello nos centraremos en las impresoras FFF, con filamentos termoplásticos fundidos.
A pesar de la gran variedad que existe hoy en día, básicamente todas las impresoras 3D FFF funcionan siguiendo el mismo principio, sea cual sea su coste, y cuyo objetivo es en definitiva encontrar una manera fiable, rápida y eficiente de ir soltando un termoplástico fundido a lo largo de un recorrido y en capas una sobre otra, para formar poco a poco los perfiles e interior de las piezas. Para ello es necesario contar con una estructura que evite las vibraciones y oscilaciones de los componentes, un sistema de extrusión del plástico fundido y elementos de transmisión de movimiento a varias partes de la impresora 3D para permitir la deposición del plástico con precisión.
Se parte de una estructura en la que, según el precio que busquemos, es fija y está ya ensamblada, pudiendo ser de madera, metal, etc… Pero en muchas ocasiones se encuentra en forma de kit de ensamblado que combina piezas impresas en plástico con varillas roscadas, perfiles de aluminio u otro tipo de materiales para darle rigidez y estabilidad. Soportadas por la estructura, se encuentran una bandeja donde se imprimirá la pieza y un cabezal de extrusión de filamento, así como la electrónica y el sistema de transmisión de movimiento.
La bandeja donde imprimiremos las piezas suele poseer una resistencia integrada para calentarla, así como una superficie desmontable, que nos permitirá sacar las piezas más fácilmente mientras se enfría. La razón de calentar la bandeja, está en evitar en la pieza a imprimir posibles imperfecciones y deformaciones, el conocido warping, ya que facilita que la pieza se quede adherida. El tamaño de la bandeja está limitado por la estructura, así como ésta limita la superficie de impresión. Suele rondar los 20 x 20 cm, aunque hay impresoras 3D con bandejas más pequeñas y algunas otras con más 1 m2 de superficie.
El cabezal de extrusión de filamento suele contar con una serie de componentes. En primer lugar el sistema de alimentación de filamento, que generalmente cuenta con un motor paso a paso para controlar con precisión la cantidad y velocidad con la que introducimos filamento y un sistema de arrastre del mismo. Luego dispone de un sistema para calentar el plástico, que suele utilizar una resistencia o un cartucho calentador cerámico, colocándolo dentro de una estructura metálica con una apertura por la que pasará el filamento, para transmitir más homogéneamente la temperatura al mismo y fundirlo eficientemente y sin errores.
El plástico puede necesitar más de 200ºC para fundirse, por lo que para evitar que el conjunto se sobrecaliente y termine quemando o dañando otros componentes, suele contar con un termistor para controlar la temperatura y un ventilador para refrigerar el cabezal. Por último está la boquilla, que suele tener una apertura de entre 0,3 y 0,8 mm, y que marca, junto con la velocidad de alimentación de filamento, el flujo de plástico y la resolución de las capas a imprimir.
Ahora sólo falta el sistema para ir moviendo dicho cabezal con respecto a la bandeja. Aquí es donde mayores variaciones encontraremos. Generalmente se suelen utilizar motores paso a paso, que permiten movimientos relativos y control de la velocidad de precisión, utilizándose luego interruptores u otros sensores para establecer el origen de coordenadas. El sistema de coordenadas más utilizado es el cartesiano, en el que los ejes X e Y delimitan la superficie de la bandeja y el Z indica la altura. Pero como ya dijimos, también se usan otros como el polar o delta.
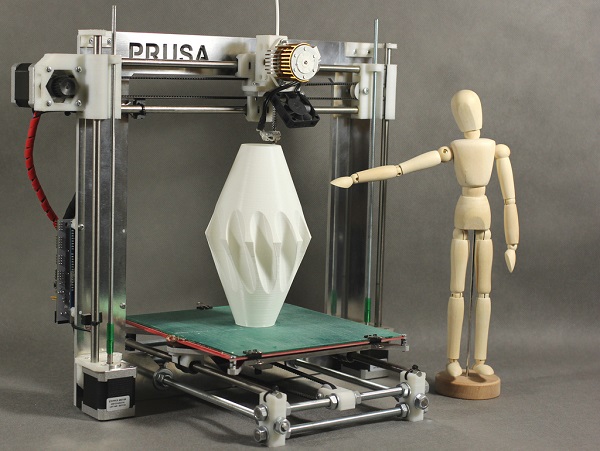
La transmisión del movimiento de los motores se realiza habitualmente por correas dentadas, cable o varillas roscadas, combinándose normalmente sistemas diferentes según la resolución, fiabilidad y velocidad que necesitemos. En la mayoría de los casos el cabezal se mueve sólo en dos ejes, mientras que la bandeja se mueve en el restante. La primera impresora RepRap, la Darwin, movía el cabeza en X e Y, mientras que la bandeja lo hacía en Z. Por el contrario en otras como la Prusa Mendel, el cabeza se mueve en X y Z, y la bandeja en Y.
La electrónica encargada de sincronizar el movimiento de los motores paso a paso en cada eje, la temperatura del cabezal y la bandeja, junto con la velocidad de alimentación del cable, suele basarse en diseños abiertos y microcontroladores ATmega o Arduino, aquí tenéis un listado, aunque también se usan soluciones propietarias. Independientemente de la apertura de su licencia, las placas cuentan con diferentes especificaciones con respecto a la capacidad y al número de conectores con los que cuentan, y por tanto la cantidad de extrusores que permiten, de 1 a 3,los interruptores de fin de carrera, casi siempre uno por cada eje, y diferentes sensores. También define otras características, como su soporte para impresión autónoma, sin necesidad de un PC, y con ranuras para tarjetas de memoria y paneles LED. Pero lo habitual es conectar la impresora 3D a un ordenador, algo que normalmente se realiza por un puerto USB aunque también se puede hacer inalámbricamente e incluso de forma remota con un servicio web.
Conocidos los componentes y el funcionamiento del hardware de las impresoras 3D FFF, es hora de centrarnos en el software que hace posible su uso. En el caso de las impresoras 3D propietarias, normalmente cuentan con su propio software, pero en cualquier caso, tanto éstas como las impresoras 3D abiertas suele ser compatibles con el software open source destinado a la impresión 3D.
Normalmente necesitaremos tres aplicaciones diferentes, aunque en algunos casos las funciones se combinan. Por un lado, en un principio, si no disponemos de un modelo en 3D, necesitaremos un programa de diseño 3D para crearlo. Si la pieza a desarrollar es orgánica, o más enfocada al arte y no necesita precisión en las medidas, normalmente se suele acudir a SketchUp por su rapidez, o Rhinoceros con la ventaja de las NURBS. En caso de buscar una alternativa open source, la más usada es Blender.
En cambio, si lo que necesitamos es crear piezas muy precisas y con dimensiones perfectamente delimitadas, tendremos que acudir a programas de CAD 3D. En el apartado propietario, Solidworks, Catia o Autodesk Inventor suelen ser los más utilizados. Mientras que entre ls soluciones open source destacan FreeCAD y OpenSCAD. El último merece mención especial, ya que se trata de diseño a través de código, lo que permite una gran precisión y capacidad de parametrización de la pieza, así como el uso de funciones que facilitan la creación de elementos repetitivos y complejos. Eso sí, usar OpenSCAD puede entrañar una gran dificultad sobre todo al principio, resultando mucho menos intuitivo que el diseño con un interfaz gráfico.
También podemos acudir a piezas ya diseñadas por otros, existiendo muchas librerías online de objetos 3D de lo más variadas. Destaca aquí Thingiverse, una librería muy utilizada por aquellos que disponen de impresoras 3D y en la que podemos acceder a miles de piezas funcionales, artísticas o meramente curiosas.
Y si lo que queremos hacer es duplicar un objeto que ya existe en la realidad, podemos escanearlo por nosotros mismos. Existen gran variedad de tecnologías de escaneado tridimensional, como los sistemas por contacto, holografía, etc… Pero como siempre nos centraremos en los realmente asequibles para el usuario final. Actualmente podemos escanear un objeto a través de meras fotografías, usando un escáner 3D láser o acudiendo a sensores de profundidad, parecidos a Kinect.
Cuando fotografiamos un objeto desde varios puntos de vista, usando un software específico o servicios en la nube podemos unir todas esas fotos para obtener un modelo 3D, aquí destaca la herramienta gratuita de Autodesk, 123D Catch. Los escáneres 3D láser, suelen disponer de un puntero o proyector láser, una cámara web y un fondo, de manera que obtenemos los puntos que forman el objeto por triangulación mientras el láser barre la superficie del objeto. El barrido se puede hacer manualmente o con una base motorizada, que permite automatizar el proceso, haciéndolo más rápido y preciso. En el caso de los sensores de profundidad, al disponer ya directamente de información 3D de la imagen, basta con mover el objeto a escanear o el sensor, de forma controlada, para ir uniendo luego todos los puntos 3D en un solo modelo. Los escáneres 3D de mano comerciales tienen un coste elevado, pero usando Kinect y el software apropiado su coste se rebaja enormemente a menos de 200 euros.
Una vez dispongamos del modelo 3D digital de la pieza, debido a la gran variedad de formatos 3D existentes, y a que algunos de ellos son propietarios, se suele recomendar usar formatos estandarizados como STL o SCAD. Ahora tenemos que convertirla a una serie de trayectorias para el cabezal y bandeja de la impresora. Estas trayectorias usan de base una serie de comandos denominada G-Code, el lenguaje de programación del control numérico y en el que básicamente se dice la posición a la que debe trasladarse y a qué velocidad, la cantidad de material a extruir y su velocidad, la temperatura y otros muchos comandos, que tenéis listados aquí. Junto con las aplicaciones propias de cada impresora comercial, existen varios generadores de G-Code open source: SkeinForge, Slic3r, SuperSkein y Cura.
El uso de estas aplicaciones es muy parecido. Primero debemos configurar los parámetros de nuestra impresora, como el tipo de electrónica que usa, número de extrusores, la apertura de la boquilla, tamaño de la bandeja y altura máxima, para fijar el volumen de impresión, siendo marcado el origen de coordenadas con los interruptores de final de carrera. Luego debemos hacer lo mismo con el material a utilizar, indicando la temperatura del cabezal y la cabeza impresora, así como el diámetro del filamento, que suele ser de 3 o 1,75 mm. Por último hay que configurar los parámetros de impresión, en ellos indicaremos la altura de cada capa, el tipo de perímetros y relleno, la velocidad de impresión, el uso de materiales de soporte y apoyo, etc… Las opciones son muy diversas y las veremos con detalle en el último artículo sobre impresión 3D y materiales.
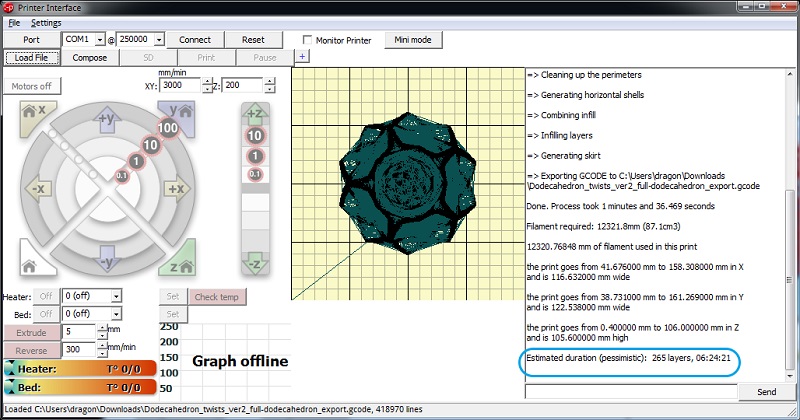
Configurados ya todos los parámetros, sólo basta cargar la pieza en el programa que generará el G-Code correspondiente. En el último paso utilizaremos un software de comunicación con la impresora 3D, para mandarle el G-Code y que lo interprete. Podemos hacerlo bien por conexión directa USB o incluso cargando las piezas directamente en una tarjeta SD. Estas aplicaciones suelen contar con una línea de comandos, controles directos de los motores, monitorización de las temperaturas y estimaciones del tiempo, cantidad de material e incluso coste de la pieza. Al igual que con los generadores de G-Code, las impresoras propietarias tienen su propio software, mientras que entre las alternativas open source están Printrun y Cura. Ahora tan sólo tenemos que esperar a que se calienten la bandeja y cabeza a las temperaturas fijadas, y dejar que la impresora haga su trabajo para tener finalmente nuestra pieza.
Como ya hemos dicho, vamos a tratar de simplificar los modelos de impresoras a tener en cuenta, a fin de simplificar y facilitar la búsqueda de una impresora 3D propia. Para ello vamos a considerar las más conocidas y usadas, describiéndolas por encima para tener una idea general sobre las mismas. Los modelos RepRap son, como ya hemos visto, el origen de una gran parte de modelos que hay actualmente en el mercado, ya sea en formato kit para construirlos por nosotros mismos, o como impresoras completamente ensambladas. Podríamos hablar de gran cantidad de modelos, pero destacan aquí tres que siguen más fielmente la filosofía del proyecto. Todas ellas disponen de bandeja con resistencia térmica y movimiento en Y, estructura combina de varillas roscadas y piezas impresas, electrónica Melzi y cabezal con movimiento en X y Z. La transmisión en X e Y se hace por correas dentadas, mientras que en Z se hace por varillas roscadas.
Por un lado está la conocida Prusa i3, en kit con precio que ronda los 450 euros y con un volumen de impresión de 200 x 200 x 170 mm, cabezal de 0,5 o 0,3 mm, resolución de 50 micras, compatible con filamento de 3 mm y muy sencilla de montar gracias a un marco externo adicional. Luego tenemos también las impresoras de RepRapPro, desarrolladas por Adrian Bowyer, creador del proyecto RepRap. Entre ellas están la Huxley, en kit por 538 €, de tamaño compacto gracias a sus dimensiones de 260 x 280 x 280 mm y que cuenta con un volumen de impresión máximo de 140 x 140 x 110 mm. Su resolución es de 100 micras y es capaz de depositar plástico a 33 cm3/h con su boquilla de 0,5 mm y filamento de 1,75 mm. Por último está la Mendel, con un modelo de un sólo extrusor en kit por 648,90 € y otro de tres, en kit por 938 €. En ambos casos sus dimensiones son 500 x 460 x 410 mm, con un volumen de impresión de 210 x 190 x 140 mm y las mismas características que la Huxley.
Por otro lado tenemos la impresora open source Ultimaker, con su primera versión en kit de montaje por 1.194 euros y la segunda totalmente ensamblada de fábrica por 1.895 euros. Ambas tienen unas dimensiones de 358 x 338 x 389 mm, pero mientras la Ultimaker 1 tiene un volumen de impresión de 210 x 210 x 205 mm, el de la 2 es de 230 x 225 x 205 mm. Ambas tiene una resolución de 20 micras y bandeja con resistencia eléctrica, así como pantalla LED y lector de tarjetas, soporte para bobinas de filamento y movimiento del cabezal en X e Y por correas dentadas y de la bandeja en Z por varillas roscadas. Su software es Cura.
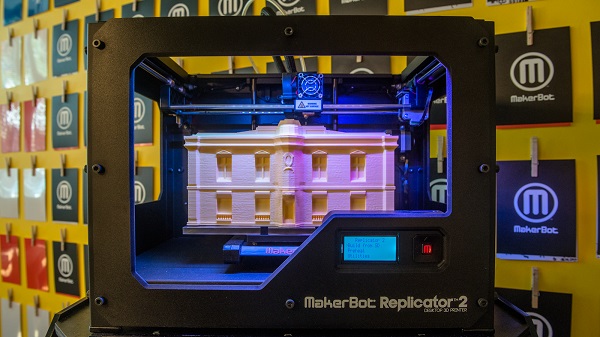
También es muy usada la impresora 3D propietaria Replicator 2 de Makerbot, por 2.199 dólares, similar a la anterior en funcionamiento pero con ciertas diferencias. Sus dimensiones son 49 x 32 x 38 cm, tienen un volumen de impresión de 28,5 x 15,3 x 15,5 cm y una resolución de 100 micras con una boquilla de 0,4 mm. Como en la Ultimaker, también dispone de pantalla LED y lector de tarjetas microSD para impresión autónoma.
Recientemente bq ha sacado al mercado también la Witbox, con un formato similar pero que incluye novedades como mayor volumen de impresión: 297 x 210 x 200 mm, electrónica RAMPS con un Arduino Mega 2560, pantalla LCD y lector de tarjetas, totalmente cerrada y con puerta con llave. La boquilla es de 0,4 mm y la resolución de 100 micras.
Podríamos hablar también de las impresoras Mendelmax, Deltamaker, Peachy Printer, y otras muchas, pero con la creciente aparición de nuevas impresoras 3D, habría muchas más impresoras 3D que añadir a la lista, por lo que sería imposible tenerlas todas en cuenta. Las impresoras RepRap, Ultimaker y Makerbot son las más usadas y conocidas, por lo que con ellas tenemos una idea bastante clara de lo que las impresoras 3D ofrecen a los consumidores.
[nggallery template=nme images=40 id=48]
***La tercer entrega especial sobre la impresión 3D nos ha servido para conocer a fondo el funcionamiento de las impresoras 3D para consumidores. Recordaros que en el primero pudimos ver un resumen sobre la impresión 3D y sus tecnologías mientras que en el segundo os hablamos de los servicios de impresión 3D online, para aquellos que no dispongan de impresora 3D o su pieza requiera unas condiciones especiales. La semana que viene finalizaremos nuestros artículos sobre la impresión 3D con un último sobre los distintos materiales con los que podemos imprimir.
Los mensajes RCS ofrecen muchas más posibilidades que los SMS, pero también abren la puerta…
Acompañará a las empresas en sus procesos de equipamiento, desde la elección del hardware hasta…
Juntos, trabajarán en la formación y la actualización de habilidades para que los consejeros impulsen…
Este dispositivo incluye entre sus especificaciones procesador Intel Core Ultra (Serie 2) y botón Copilot.
Ya cuenta en su poder con más del 90 % de las acciones del proveedor…
Los actuales consejeros delegados, Raphael Erb y Melissa Mulholland, se convertirán en co-CEOs de la…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}